型號A-30
稅票包含
表面處理熱浸鋅、不銹鋼
質量標準ISO9001
間距30mm
鋼格柵廠家在熱浸鍍鋅前應做好準備工作:先,平臺鋼格柵板的母金屬表面應清潔無污物方可進入熱浸鍍鋅池。酸洗是這里推薦的清洗表面簡單的方法,但應避免過度酸洗。不能酸洗掉的表面污垢如油污、油漆、焊渣等污垢應在酸洗前清除掉,如果不直接清除,會直接影響鋼網板的外觀,后續的工藝是毫無意義的。,處理的鋼格板、鋼格板表面應盡可能沒有太大毛孔和收縮,洞關節或焊接表面如果太突出的應該是噴砂、拋丸、電解酸洗或其他方法處理,也是鋼格板質量是決定性因素!其次,平臺鋼格板制造商需要知道的是鋼格板的表面粗糙度鋅層厚度和鋅層的結構也有影響,因為一般鋼板表面不規則性仍將是,熱浸后其結構會存在熱浸鋅后,經酸洗、噴砂、粗磨等處理后的鋼格板可得到粗糙表面,經處理后的鋼格板經熱鍍鋅得到的鋅層比單酸洗得到的鋅層厚。
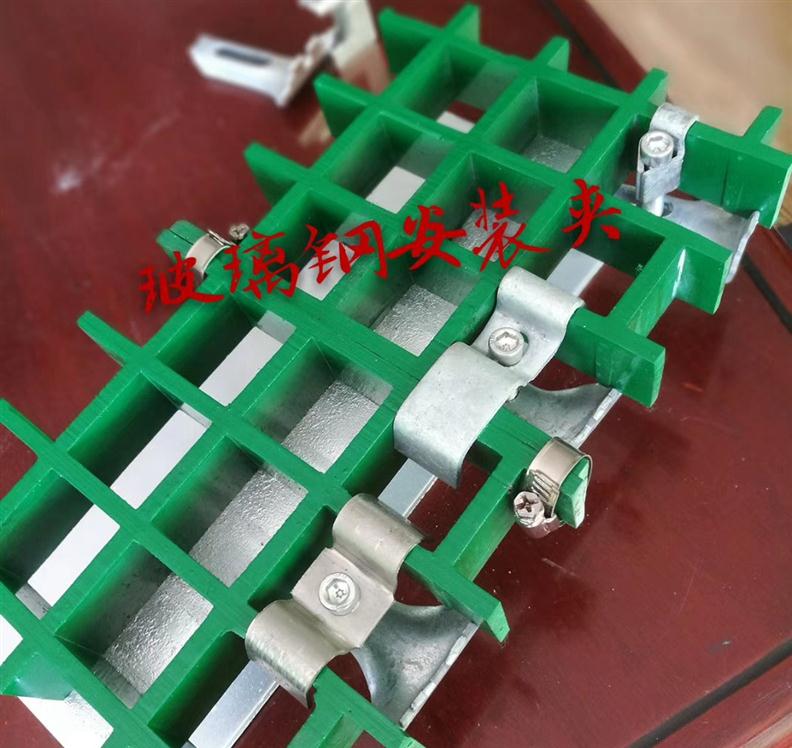
鋼格板安裝夾型號分類:
1、A型:由一塊帶雙鉤的上壓板,一塊帶齒的下壓板和一支M8的內六角螺栓組成;
2、B型:由一塊帶雙鉤的上壓板(其中一個鉤可將相鄰的兩塊鋼格板括在一起),一塊帶齒的下壓板和一支>M8的內角螺栓組成;
3、C型:由一塊帶雙鉤的上壓板和一支可焊接在支撐構件上的M8的六角頭螺栓組成。

鋼格板安裝夾焊接安裝:
1、焊接前務必清除干凈支承鋼梁和鋼格板表面上的鋅層鐵銹、油漆、油污和水等;
2、采用分段焊,焊縫長度不小于25,焊角高度不小于5。焊接鋼格板承載扁鋼一側,且每塊鋼格板焊縫不得少于四處;
3、焊接完畢,焊工應清理焊縫表面的熔渣及兩側的飛濺物。檢查焊縫外觀質量,手工涂兩道富鋅漆。安裝夾固定,安裝夾適用于各種系列的鋼格板。有上夾、下夾和M8或M10內六角圓柱頭螺栓組成。
所以鍍鋅鋼格柵采用熱鍍鋅技術比較好。格網板安裝夾數量的方法用安裝夾將格網板固定在支撐梁上。原則上,每個鋼格板(1平方米左右)不少于4組安裝夾。插入式鋼格板通常以低碳鋼為主要原料制成。還可以使用不銹鋼板為原料,因為鋼板是一個網格結構的產品,所以它有通風,采光,散熱,防滑,防爆等性能的表面可以穿孔牙齒提高帶鋼的性能也可以使用i類型扁鋼制成的。通常制作鋼格板的方法是:有機器壓力焊接和手工制作兩種,機器壓力焊接采用耐高壓。水平壓力焊接機機械手將自動把酒吧的統一安排,通過強大的電焊扁鋼權力和液體壓力桿壓力焊接到扁鋼,焊點牢固穩定和高強度的高質量的鋼格板。 手工制作的鋼格板是先在扁鋼上打孔,然后把鋼筋放入孔中,點焊鋼筋和扁鋼會有縫隙,不可能焊接好每一個接觸點,所以焊接強度降低。在利用高強度方面表現出了非常高的品質之一,它是大面積安裝簡單、快捷,即使是由于某種原因被拆除,也很容易做到。在安裝鋼格時,先確認整體鋼結構的安裝是否符合設計要求,先確認鋼格的位置必須按照圖紙要求標高、編號鋪設、編號座次、定位正確。鋼格柵板與邊沿之間的位置見1:受載扁鋼板的兩端必須支承在鋼梁或其他支承框架上,每一端搭接長度不小于25mm。一般情況下,兩個鋼格柵之間的距離通常為lOmm,安裝時應根據圖紙要求和現場實際情況進行適當調整。在保證的前提下,較小的安裝距離應滿足以下要求:鋼格柵之間的距離為3mm,與相鄰結構之間的距離為10mm。

鋼格板安裝夾注意事項
需要活動和可拆卸的鋼格板,必須用鋼格板的安裝夾具固定好,防止該構件的任何移位;安裝夾根據需方要求可由生產廠供應,除不銹鋼材料制造的安裝夾外,碳鋼制作安裝夾必須經熱浸鍍鋅表面處理,建議安裝夾用螺栓經熱浸鍍鋅表面處理,螺栓直徑不得小于8,每件鋼格板使用安裝夾的數量不得少于4只。對跨距較大的板塊在可利用的支承物上多安裝幾個。為了查明任何腐蝕或任何危險的松動或夾緊件位置的變化,應隨時對附件的緊固狀態進行檢查。
熱鍍鋅格柵板市場競爭激烈交貨期風險太大熱鍍鋅格柵板市場競爭激烈,市場變化大,一個熱鍍鋅格柵板廠家都不想出局,需要做足夠的訂單和利潤保持熱浸鍍鋅的操作網格板工廠,但一些大的訂單,每個制造商之間的競爭更加激烈,價格優勢不用說,鍍鋅網板報價再次接近鍍鋅網孔板的成本,即便如此,你可能不會得到訂單,因為除此之外,還決定付款方式是終交易結果的熱浸鍍鋅網孔板一次又一次的無奈下接受鱈魚,結果只有三個,熱浸鍍鋅網片的付款可以按時回來,先,我的意思是。兩種方式,大部分的貨物都可以在很長時間內帶回來。
http://www.k513.cn





