材質304SUS
質量標準ISO9001
表面處理酸洗
產地常州
執(zhí)行標準YB/T4001.1-2007
我們知道鋼格板分為手工焊接鋼格板和壓焊鋼格板,不少客戶在購買鋼格板的時候會由于對鋼格板的了解不夠而感到迷茫。那么手工焊接鋼格板就一定比不上機器壓焊鋼格板么?手工焊接鋼格板和機器壓焊鋼格板各有什么優(yōu)缺點吶?慕源鋼格板廠作為一個鋼格板生產的老廠家為您詳細分析一下這兩種生產工藝,以避免您在采購中產生迷茫。
我們先通過兩種焊接工藝的特點。
手工焊接制作的鋼格板需要先在扁鋼上進行沖孔,將橫桿放入孔中點焊,橫桿和扁鋼會存在一定的空隙,但是每個接觸點都能進行焊接,達到扁鋼和麻花鋼的等同溶化連接,因此焊接會更牢固,強度會有所提升,但外觀不如壓焊的美觀。
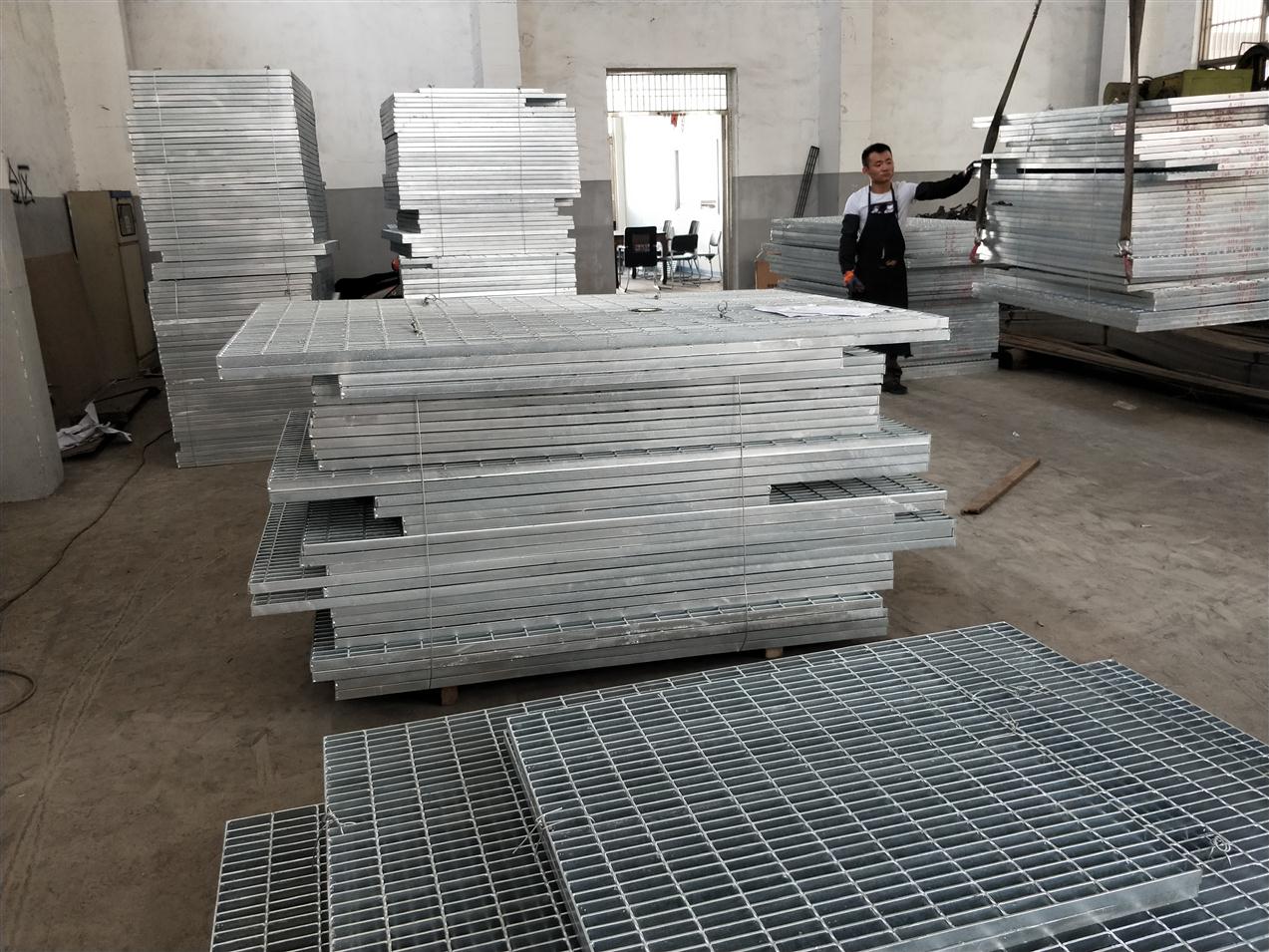
壓焊鋼格板也叫機器壓焊鋼格板,是采用高壓電阻壓焊機焊接而成,首先需要把承載扁鋼放到特定的模具上,手動將橫桿橫放到均勻排列的扁鋼上,經過強大的電焊功率和液壓力將橫桿壓焊入扁鋼內,從而可以得到焊點堅固,穩(wěn)定性和強度極高的高品質鋼格板。
了解了生產工藝,這兩種工藝各自的優(yōu)缺點在哪里吶?
手工焊接鋼格板的焊點相對來說并不是很美觀,甚至是有點粗糙。不過手工焊接鋼格板較大的優(yōu)點是焊點比較牢固。而且能夠生產各種規(guī)格和尺寸的鋼格板,例如:外表尺寸異型鋼格板、孔距異型鋼格板、插接鋼格板、鋼格板包邊、T2和T4型號踏步板的包邊等等,這些都必須要由手工焊接完成!
相比而言,壓焊鋼格板焊接工藝受設備和電流電壓的影響,工藝與原料扁鋼的高低有關系,扁鋼寬度誤差大可能影響焊接強度,使強度不一致;該工藝存在的缺陷是假焊和虛焊,而假焊和虛焊容易使橫桿剝脫。焊接工藝因設備的額定容量,截面較大的重型鋼格板無法生產等。但是,機器壓焊生產的鋼格板焊點非常的美觀,這是手工焊接所達不到的。因此,機器壓焊鋼格板更加適合大批量生產的常規(guī)型號鋼格板。
通過對比我們可以看到,無論是手工焊接鋼格板還是壓焊鋼格板,各種優(yōu)點都是相對而言的,不是絕對的。關鍵是要看自己需要什么樣的,根據自己的需要選擇。我們希望您通過這篇文章能夠更好的認清兩種工藝的區(qū)別,不要在選購的時候由于經驗不足產生了迷茫。

鋼格柵作為階梯板的嚴格要求,由于鋼板材料的諸多優(yōu)點,廣泛應用于各種場合.因此,對鋼網架的使用有嚴格的要求.鋼格柵應作為注意的工作平臺或通道的鋼網之間的間隙不應允許有直徑35毫米是流傳下來的球的工作平臺.
工作平臺和通道的鋼網架的設計應避免由墜落物體造成的危險;為了防止物體墜落的平臺和渠道鋼格柵,平臺和通道的鋼網格不應該在鋼板的間隙有較大差距.工作平臺和槽鋼格柵的設計應防止行人絆倒.
平臺與槽鋼之間的間隙不應使球的20mm直徑向下傳遞,否則應使用其他適當的設施以確保同樣的安全水平.為了避免行人出行的危險,鋼格柵應平整,與較大高度差的鋼格板和鋼板與構件不得超過4mm之間.
為了防止鋼板墜落的風險:為了防止冒落的風險,鋼網的安裝盡可能的固定.鋼板應與鋼板組件安裝規(guī)定進行,安裝后可以橫向移動或支撐架,鋼格板承載扁鋼方向兩端的軸承支撐架的長度每端不得小于25毫米.為了確定腐蝕或任何危險的任何松動或夾緊位置,應隨時檢查附件.防止行人在危險中滑倒.
必須有可移動和可拆卸的鋼板,必須用鋼柵板的特殊安裝夾具固定.安裝夾可由制造商根據買方的要求提供,除了不銹鋼材料制造夾具的安裝,夾鋼的制作和安裝必須熱鍍鋅表面處理,建議安裝夾螺栓經熱浸鍍鋅表面處理,螺栓不應小于8毫米的直徑,數量每件鋼格板使用的安裝不應低于4.
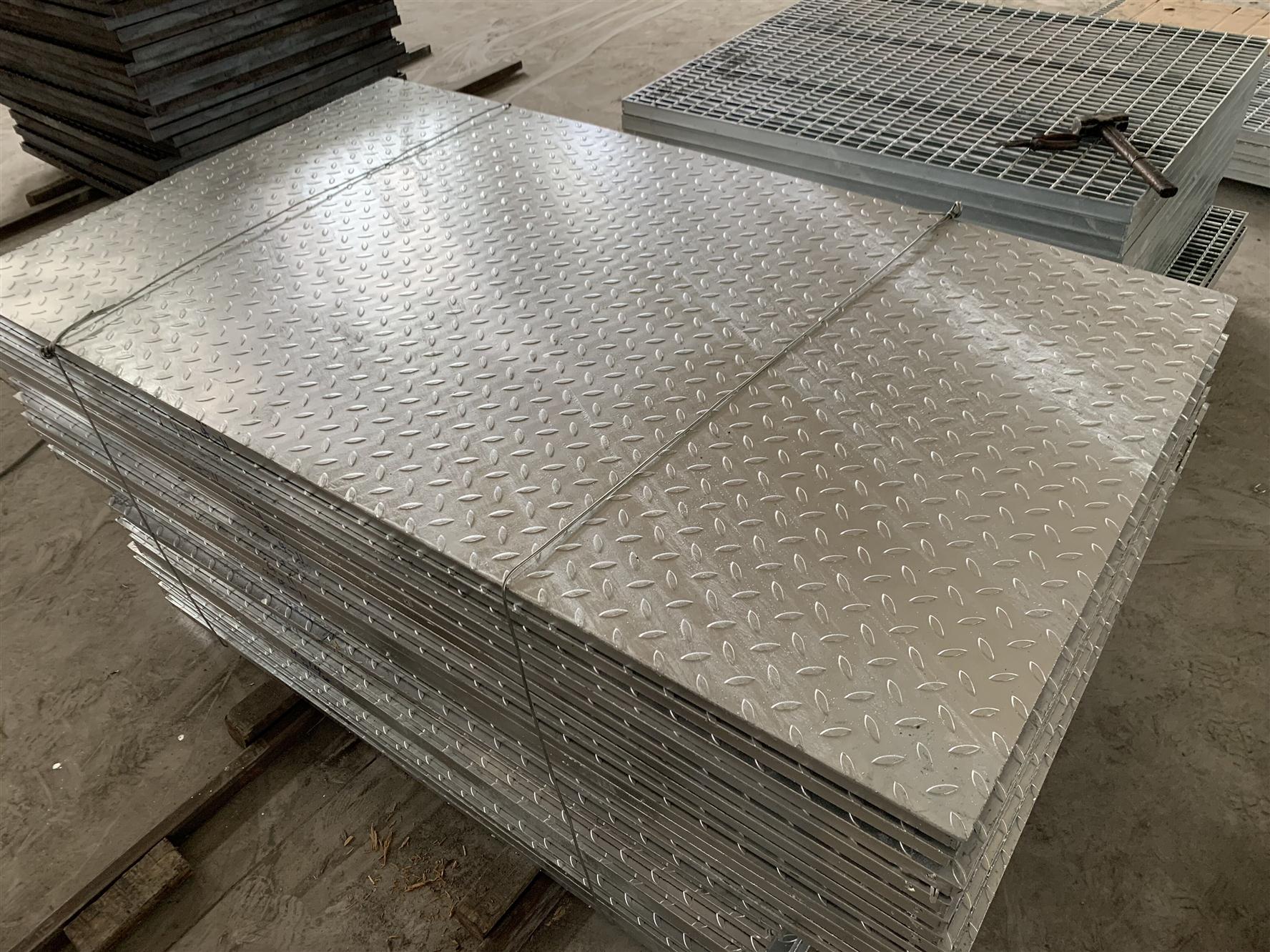
鋼格柵具有良好的抗滑性能.對于斜坡帶和坡度不大于10 o的工作平臺或積液或油脂,建議選擇齒鋼箱板,10多個o坡工作平臺,采取更為實用的防滑措施,防止打滑.的鋼夾板通道的承載能力不小于7.5kn/m2.
單通的鋼網格訪問不少于3.0kn/m2.鋼格柵的承載能力不低于5平方米.當設計荷載作用的鋼網架的撓度,不應超過l/200的跨度,和施加載荷及相鄰卸鋼網格之間的高度差不得超過4mm.如鋼格柵用作樓梯踏步板或通道,除要注意上述設計要求外,還應充分考慮其安裝牢固、行人方便、使用頻率不同的位置.

手工焊接制造的鋼格板是先在扁鋼上沖孔,而后將橫桿納入孔中點焊,橫桿與扁鋼會存在閑暇,可是每個觸碰點都能實行焊接,抵達扁鋼以及麻花鋼的等同融化銜接,因而焊接會更穩(wěn)定,強度會有所晉升,但外表毋寧壓焊的雅觀!該制造工藝對照靈敏、產物多樣化、基本上能夠制造全系列鋼格板,在重型上有優(yōu)點;因焊接所有人為手工焊接,簡易焊接不穩(wěn)定、漏焊、假焊,發(fā)生假焊以及漏焊下降強度.
原本人為焊接以及機子焊接都差不多,可根據顧客需求來挑選.異型鋼格板以及插接鋼格板只能人為焊接不能用機械焊,這也是人為焊接的優(yōu)點.
機械壓焊運用高壓電阻壓焊機,事前把承載扁鋼放在特定的模具上,而后機械手自動將橫桿橫放在平均排列的扁鋼上,經過龐大的電焊功率以及液壓力將橫桿壓焊入扁鋼內,從而能夠得到焊點牢固,穩(wěn)定性以及強度極高的高品質鋼格板.
而后在根據用戶需求的長度用切割機切開,人為焊接包邊.機械壓焊效率對照高,可是機械制造尺寸通常寬度不要超出1.2米,尚有即是尺寸不要太零星.機械焊接有肯定的尺寸限定,一些獨特形式以及插接鋼格板也是機械不能制造的,只能人為焊接.
合適規(guī)格尺寸對照正途并且需求量大的顧客.該焊接工藝受設備以及電流電壓匹配的波及,通常雙桿的焊接比單桿的強度高,該焊接工藝還與材料扁鋼的上下相關系,扁鋼寬度偏差大可能波及焊接強度,使強度不一概;該工藝存在的缺點是假焊以及虛焊,假焊以及虛焊簡易使橫桿剝脫.
焊接工藝因設備設備的額定容量,截面較大的重型鋼格板不能制造.該焊接工藝的設備額定容量低于800KVA的通常只能做4mm厚度下面的扁鋼鋼格板,1250KVA的通常能做5~6mm厚度的扁鋼鋼格板.

生產熱鍍鋅鋼格板較常見的原材料是扁鋼和麻花鋼,角鋼、H型鋼等等也都會作為熱鍍鋅鋼格板的輔助形式出現。一般,我們說熱鍍鋅鋼格板柵板由縱板和橫桿組成,縱板承重,橫桿起到連接作用。熱鍍鋅鋼格板的這種連接形式能夠很好的起到防滑作用。我們今天根據采取的連接方式來介紹下不同結構的熱鍍鋅鋼格板。
一、 由扁鋼作為承載體,桿件作為連接體生產的熱鍍鋅鋼格板。
這一類鋼格板在形式上可以被視為普通鋼格板,因連接桿件的形式不同、承載力和承載格柵條的間距等差異可以被細化為下面幾種。
1. 筋板型熱鍍鋅鋼格板
由縱向承重柵 板和橫向的扭絞方鋼,籍助 于2000kV 以上 焊接 電源 和 l 00 t 壓力下焊接制成 。這種格柵板由扁鋼作為縱向承載,一般采用扭絞方鋼作為橫向連接件。牛角方鋼也可以選用圓鋼、方鋼、扭轉圓鋼等。筋板型格柵板作為原型,衍生出重型鋼格柵板、密集型鋼格柵板、I 型格柵板等等。
2、重載型鋼格板
重載型鋼格板又稱重型格柵板,它是專門為需要重荷載場合如機場、高鐵車站、飛機庫、重工業(yè)廠房、汽車站、物流場等設計制作的鋼格板產品。它用壓鎖焊接將承載格柵條與連接鋼桿件相連接,能有效防止承載扁鋼的傾斜失穩(wěn),避免負載扁鋼變形。
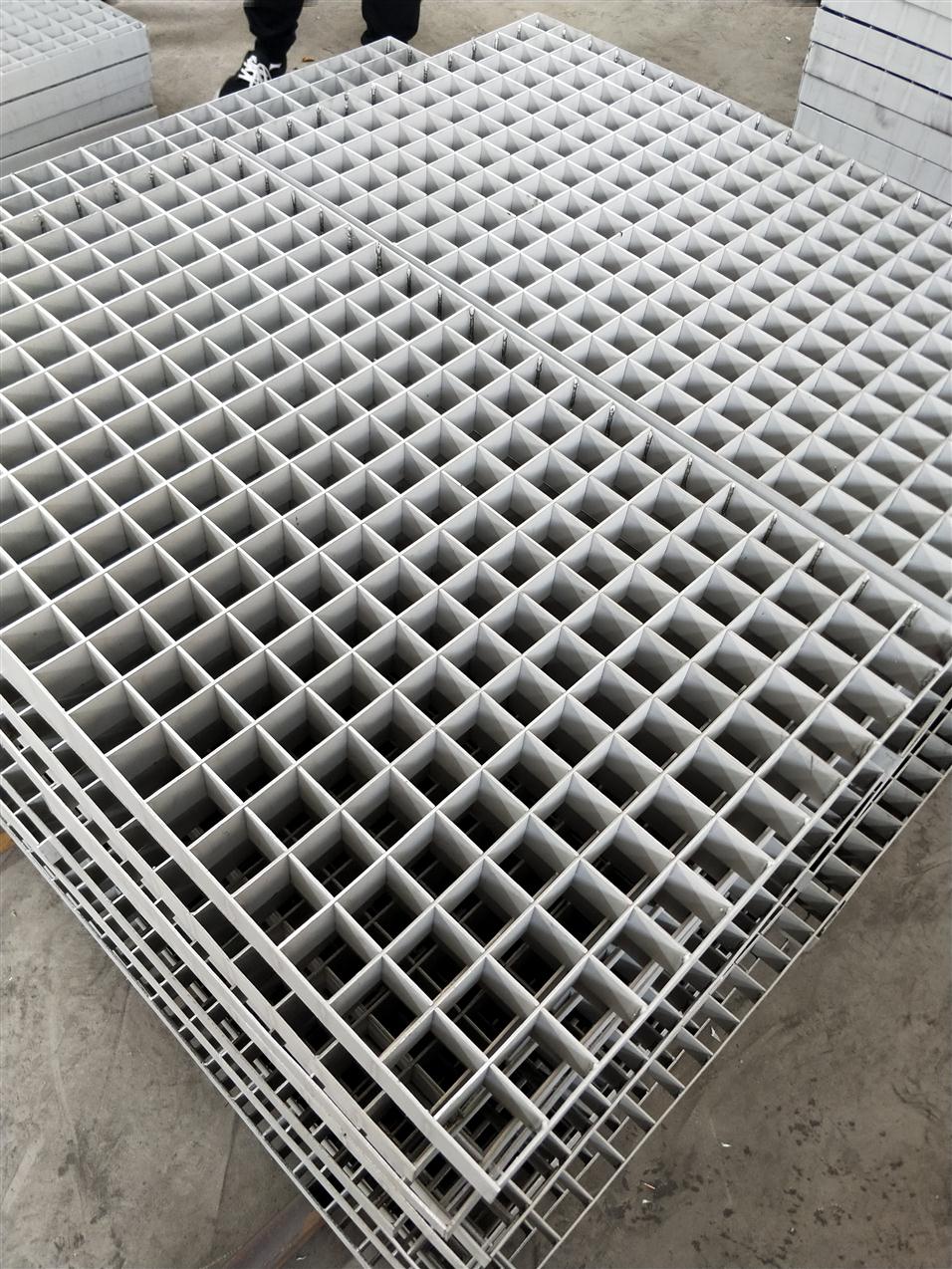
3. 密集型格柵板
密型鋼格板指承載扁鋼間距小于 25 mm 的桿件格柵板。密型鋼格板除完全具備標準壓焊鋼格板的形式美觀、安裝簡便等優(yōu)點外,更滿足了一些人流較大民用建筑如高鐵站、飛機場、汽車站等對穿過或漏下物體的尺寸大小有嚴格要求的條件
4. I 型格柵板
I 型鋼格板也叫做工型鋼格板或 I 字型格柵板,它是筋板型格柵板的衍生產品。I 型鋼格板的縱板采用 I 型扁鋼(扁鋼兩邊厚中間薄)制作。其他被普通鋼格板一樣。I 型鋼格板是結構計算優(yōu)化的產品,在滿足相同的荷載和撓度要求的條件下,作為承載格柵條的 I 型號鋼的截面面積更小,自重更輕。
-/gjcjdj/-
http://www.k513.cn