產地常州
執行標準YB/T4001.1-2007
材質Q235B
質量標準ISO9001
表面處理熱鍍鋅
鍍鋅鋼格板各方面的性能都非常的不錯,一般使用過的用戶都非常的滿意它,大家在平時也會比較關注一些相關信息。現在很多朋友都想知道怎樣才能夠讓鍍鋅鋼格板的整體結構更加的美觀呢?其實非常的簡單,下面是具體的介紹:
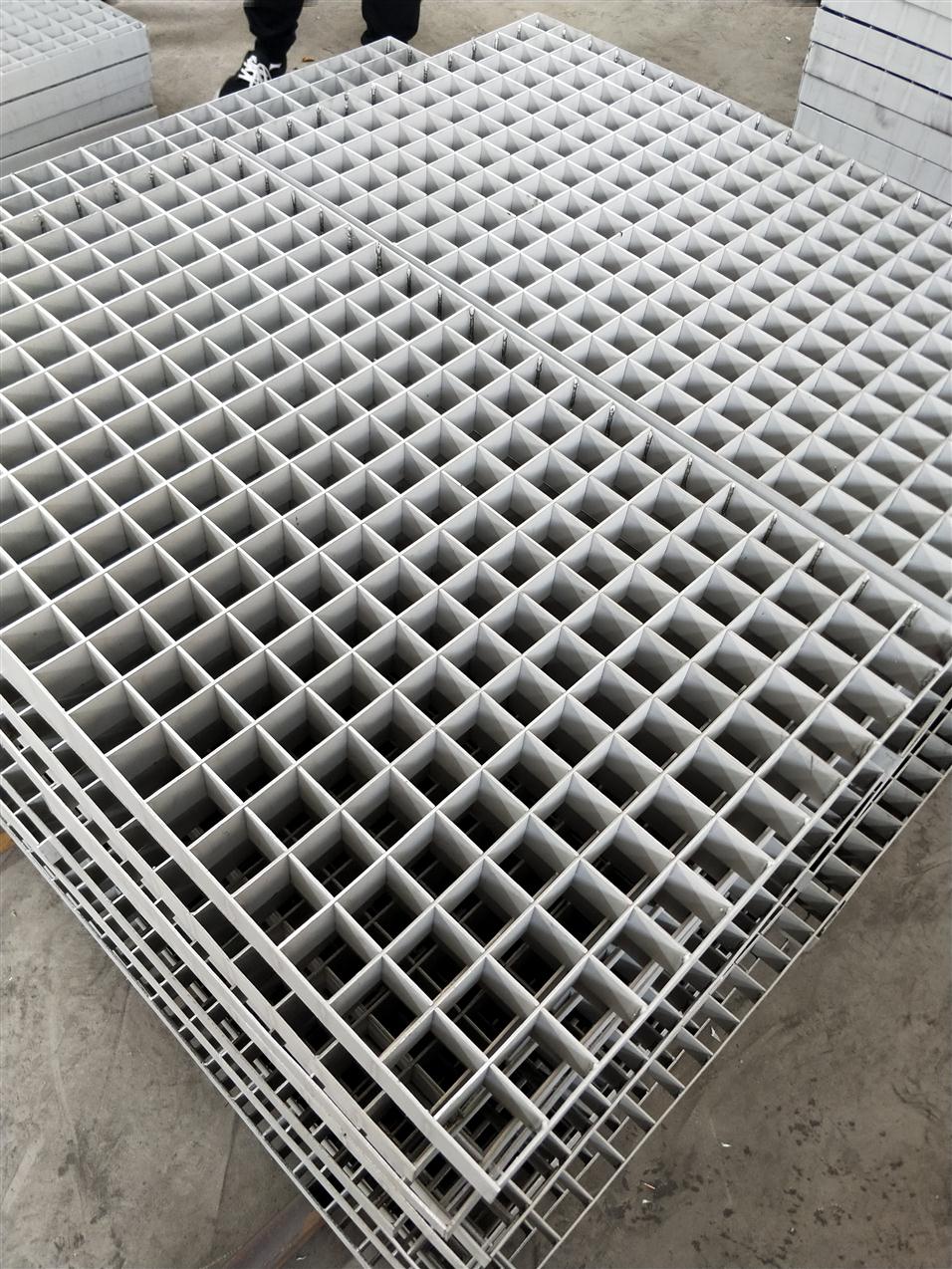
鍍鋅鋼格板是鋼格板系類之一,具有承載力,防滑效果更佳。它是用承載扁鋼與橫桿交叉焊接之后,在表面鋪上一層花紋板焊接,將花紋板和鋼格板用氣體保護焊進行整合焊接。
如何讓鍍鋅鋼格板整體結構美觀?
1.首先將花紋板與鋼格板疊加并在中心位置確定定位點進行點焊,然后縱向由中間向兩端以散布方式、橫向每間隔三支扁鋼和一支橫桿間距的方式進行焊接成型,后進行花紋板和鋼格板周圈焊;焊接完成后,對格柵復合板進行鍍鋅處理。
2.在整合焊接過程中,除外側主體扁鋼和包邊扁鋼能與花紋板焊接外,其余只能保證花紋板和鋼格板上的麻花鋼之間有焊縫。焊縫長度為15~20mm,焊腳高度為4~6mm。對焊縫長度和焊腳高度的限制,適用于鍍鋅鋼格板所有的焊接要求,強度能夠滿足現場使用要求,如果超出此范圍,太大則沒有必要,而且影響美觀程度,太小則會影響產品質量。
3.花紋板與鋼格板疊加后,花紋板的邊界超出鋼格板邊界小于等于3mm。格柵復合板的上下兩層邊界若未對齊,其超出3mm,則對于周圈的焊接來說,不容易焊接到位,影響焊接質量,另外一方面在鍍鋅鋼格板安裝時,由于有間隙,不容易固定。
4.焊接過程中所使用的主要焊接設備是CO2氣體保護焊機。使用的CO2氣體保護焊為半自動化操作,焊接過程中因熱量產生的變形小,可連續作業生產率高,焊接后不用清渣焊點滑順美觀,而且減少了中間環節,大大提高了焊接施工效率,有利于保證施工進度和焊接質量。
本焊接方法,在保證了整個格柵復合板強度的情況下,盡量較少焊接點及焊接次數,保證整體結構的實用、美觀。一次成型焊接技術,將傳統的鍍鋅后整合焊接改成先整合焊接后再鍍鋅,能有效的解決因重復進行酸處理和浸鍍造成的時間上的浪費,并有效的提高了鋼格板產品外觀色澤的一致性。
大家在進行鍍鋅鋼格板施工的時候結合上面的文章內容進行就可以發現它的整體結構變得美觀了不少。
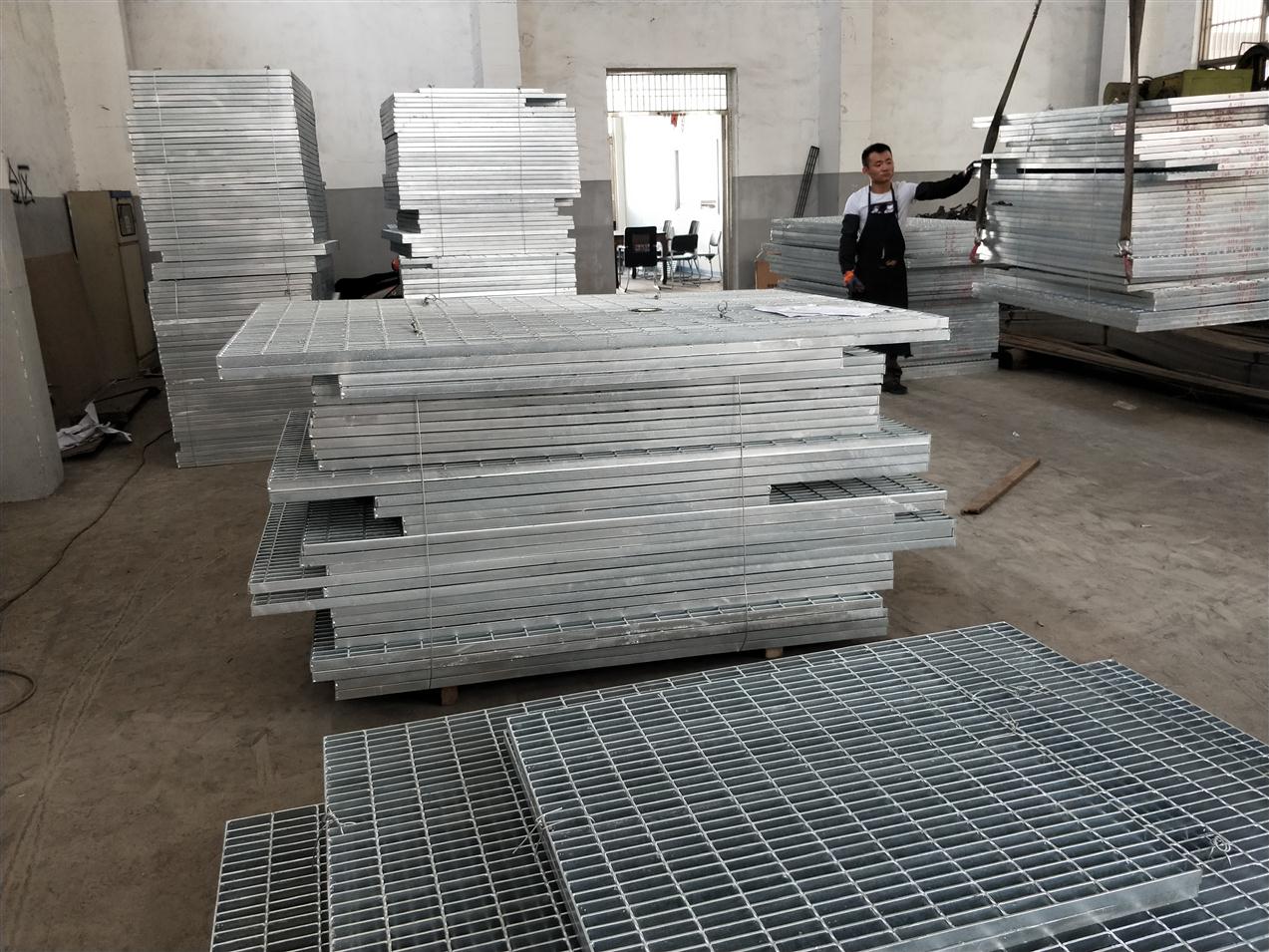
熱鍍鋅鋼格柵板(熱浸鋅鋼格柵板)是鋼格柵板中常用應用廣泛的產品,鋼格柵板焊接成型后經熱鍍鋅處理,不僅外表美觀大方,而且能起到很好防腐防銹、延長使用壽命的作用,深受廣大客戶親賴。
熱鍍鋅鋼格柵板的特點為:高強度,輕結構;牢固的網格壓焊結構使其具有高承載,結構輕,便于吊裝等特點;外形美觀,經久耐用。
酸堿腐蝕能力:在PH 6至PH 12.5范圍內,鋅層表面形成穩定的保護膜,耐腐蝕性能好。
熱鍍鋅鋼格柵板的用途:廣泛應用于石油化工、電廠、水廠、污水處理廠、市政工程、環衛工程等領域的平臺、走道、棧橋、溝蓋、井蓋、梯子、圍欄、護欄等。
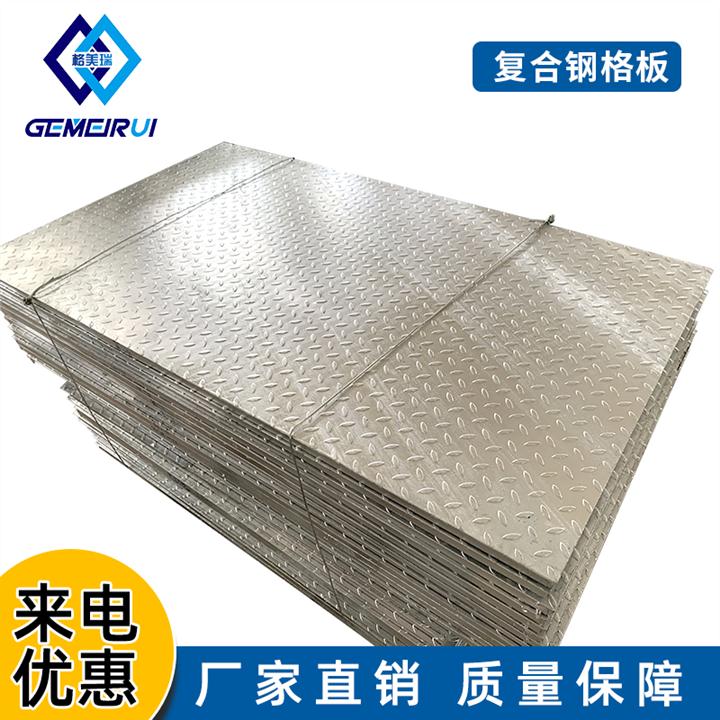
復合鋼格板是由有一定橫跨承載能力的鋼格板及密封表面的花紋板構成的一種產品。復合鋼格板經熱浸鋅處理后,因熱力會產生翹曲變形,尤其是選用較大型號的鋼格板,校平比較困難,請注意選型。復合鋼格板常用系列3鋼格板作底板,也可采用系列1或系列2鋼格板;花紋鋼格板常用3mm厚板,也可采用4mm,5mm、6mm的板。在復合鋼格板的正面或底面捍接鋼網制成復網板,可防小件掉落,在糧倉、餐廳、倉庫使用復網板,可防止老鼠等小動物進入。
正規的鋼格板能夠讓大家感受到它的眾多優勢在,在使用的過程之中帶來的好處也會更多。所以大家在選擇的鋼格板的時候一定要選擇正規的才行,但是在選擇的時候要注意哪些方面呢?大家可以先看一看下面文章之中的介紹。
在整個鋼格板的生產中,自然就需要符合多方面的正規性要求,只有一個廠家真正符合了正規的生產,才會真正有很好的產品質量,那么要讓這種產品符合什么方面的正規性要求呢,首先就是在生產中要有材料上面的正規性,雖然這種產品的材料也是金屬,但是和其他的產品相比卻又有很大的區別,一者是它對于強度有很高的要求,而且也會對于產品的重量有一定的降低。
正是因為其是這方面的表現,自然也就需要讓其豐生產中材料上面的特殊性了,但是也有一些廠家在生產中,考慮到正規材料上面的高價格,所以才會使用一些低標準的材料,雖然這樣也能生產出鋼格板,但是難以讓它有很好的質量,所以在整個產品的生產中,首先就需要讓其用很那的產品材料正規性,除了材料的正規性之外,還需要讓其有很好的工藝正規性,如果是它的工藝沒有正規性,應該沒有更好的焊接,而在它的工藝焊接上沒有符合要求的時候,首先就會影響到它的外觀。
再者也會讓產品有防銹能力上面的下降,當然一個廠家使用什么樣的設備,也要看他們廠家有什么樣的實力,如果是一個小廠家,一般是沒有很高的設備質量的,所以其在這方面也就需要有相應的提升。再有就是其在生產中,也需要滿足車間上面的正規性,所說的車間正規性,也可以理解成是廠家的正規性。
鍍鋅鋼格板的鍍鋅處理工藝是非常重要的一個步驟,在鍍鋅的過程之中也有很多需要用戶格外注意的部分,如果大家對于鍍鋅鋼格板鍍鋅還有不清楚的問題的話,可以先看一看下面文章之中的介紹。比如鍍鋅的比重對它的使用性能有影響嗎?
鍍鋅鋼格板是我們中常見的鐵制品,熱鍍鋅是將鋼、不銹鋼、鑄鐵等金屬浸入熔融液態金屬或合金中獲得鍍層的一種工藝技術。熱鍍鋅是當今世界上應用廣泛、性能價格比優的鋼材表面處理方法。熱鍍鋅產品對鋼鐵的減蝕延壽、節能節材起著不可估量和不可替代的作用, 小編為您介紹鍍鋅鋼格板的比重和什么有關系。
鍍鋅鋼格板采用齒盤全浸式半自動鍍鋅方式撥入、壓下、螺旋、拔出、提升的機械原理,完成熱鍍鋅過程。工藝參數控制:鋅液溫度應控制在440-460℃之間;浸鋅時間應控制在30-60秒之間;加鋁量(鋅液面含鋁量0.01-0.02%)。鍍鋅鋼格板的每一部分都能鍍上鋅,即使在凹陷處、尖角及隱藏處都能受到全面保護。
鍍鋅鋼格板的鍍鋅比重是和鋼格板的表面積分不開的, 熱鍍鋅比重添加多少,這個取決于鍍鋅鋼格柵板表面積添加了多少,鋼格柵表面積越大, 那么毫無疑問比重添加就增多,跟著鍍鋅鋼格柵板高度的添加那么表面積也會添加,這樣比重也會添加。假如厚度添加,表面積影響不大,可是跟著厚度添加,那么分量會添加很多,這樣鍍鋅比重反而會下降。
相信大家在看完上面的內容之后就清楚鍍鋅鋼格板的鍍鋅比重是否對它的使用性能有影響了。
一般只要按照上面的要求去選擇鋼格板的話是有效的,更不用擔心在之后的使用中會出現意外情況。

平臺板在焊接時簡單呈現哪些題目
平臺板作為鋼格板的一種分類,其構成與普通的鋼格板并沒有多大的差別,都是由扁鋼根據必定的間距和橫桿舉行穿插擺列構成的。在其建造的進程中必要會用到焊接。那末平臺鋼格板在舉行焊接的時辰會呈現哪些題目呢?
1、焊接時麻花鋼壓不下去。焊接時麻花鋼壓不下去,大概是由以下緣故原由惹起,焊接電流調劑不當、熔接工夫短、冷卻工夫長或液壓體系低壓壓力高以及沒有高壓等、壓接路程短大概電極太薄。
2、焊接時麻花鋼過熔。焊接時麻花鋼過熔,大概有以下緣故原由,熔接工夫長、電流大、體系壓力調劑不當。
3、焊接時麻花鋼發黑,焊接強度低。焊接時麻花鋼發黑,焊接強度低,是因為壓力調劑太高、熔接工夫短大概電流低形成。
4、焊接時麻花鋼和扁鋼俄然過熔。焊接時麻花鋼和扁鋼俄然過熔,其首要緣故原由是可控硅把持板題目,招致可控硅電流不受把持,電流過大招致可控硅破壞。如呈現此毛病,題目比較龐大。
5、焊接時有短工夫斷電景象。焊接時有短工夫斷電景象,惹起此毛病的首要緣故原由是可控硅脈沖信號喪失形成的,普通是把持可控硅觸發的繼電器打仗不良惹起的。
6、焊接時麻花鋼單根過熔。焊接時麻花鋼單根過熔。首要緣故原由有:電極不平薄厚不一致、授臺墊板不平、前后壓輥調劑不當以及原材料銹蝕嚴峻等。
7、焊接時末了的脈沖信號喪失(末了時麻花鋼發暗)。焊接時末了脈沖信號喪失。首要緣故原由是焊接電流給定信號喪失,喪失的緣故原由是:調劑電位器破壞、給定繼電器觸點打仗不良或信號線斷等。
-/gjcjdj/-
http://www.k513.cn